文、圖/編輯部
一模一樣的空力套件,使用不同材質打造,就會有不一樣的產品特性,這些差別表現在平整度、軟硬、彈性與可修補性等,到底什麼樣的材質最適合用來製作空力套件?以及不同材質的各自特性為何?將是筆者接下來要介紹的內容。
 |
最普遍的空力材料
FRP玻璃纖維
目前市面上製作空力套件時所採用的材質大致可分為FRP、PP、ABS及Carbon等四大類。主要分別在於原料成本、成型後強度、重量及施工難易度等上有所不同。FRP就是俗稱的「玻璃纖維」,製作方式是以樹脂材料製造模具,接著再重複鋪上玻璃纖維布與樹脂,層層手工堆疊的方式,並待乾燥後再行脫模與加工就可完成基本樣貌,因此FRP擁有容易成型、重量較輕、成本較低的優點,且在製造過程中若要修改也是相當方便,而日後若發生破損,也可就小面積的損壞進行修補。 |
 |
圖中就是FRP部品的製作過程,可以見到是以樹脂材料為模具,接著再重複鋪上玻璃纖維布與樹脂,層層手工堆疊的方式,並待乾燥後再行脫模與加工就可完成基本樣貌。
重點是由於成本低的關係,所以產品售價相對較低廉,同時也有許多造型供消費者選擇,此外,由於玻璃纖維不需要開發專用的鋼鐵模具便能製造成型,因此若有消費者想要訂做特殊造型的外觀套件,FRP會是店家打造時最好材料,因此FRP玻璃纖維也是目前國內外使用最多的空力套件材質,讓FRP玻璃纖維成為外觀改裝的主流。 |
 |
FRP材質的空力套件擁有容易成型、重量較輕、成本較低的優點,且在製造過程中若要修改也是相當方便,而日後若發生破損,也可就小面積的損壞進行修補。
而FRP的缺點是製造出來的產品材質偏硬且不具韌性,加上模具與手工披覆製程的關係,產品精緻度、表面平整度都會比較差,若遭受微小的撞擊便相當容易破裂,好在玻璃纖維有著修補容易的特點,也讓消費者不是很在乎容易破裂的這項缺點。值得一提,筆者曾看過日本進口的空力套件,雖然採用FRP材質打造,不過由於採用的樹脂成分較佳,製作工法也較特殊的緣故,因此表面平整度與硬度都相當不錯,可與PP材質相比擬,也讓筆者開了眼界。 |
 |
大部分改裝用空力套件都是以FRP材質製成,判別方式可以從背面有著絲狀平面可確認,有些日本進口的FRP套件,擁有不輸PP材質的平整度、細緻度與硬度,改裝上去後的密合度相當優異。
原廠最喜歡的材質
彈性極佳的PP
接下來要介紹的是PP材質,其本身是一種塑膠化合物,成分為聚氨基甲酸酯。PP屬於熱固性塑膠,經過射出於金屬模具中成型之後冷卻成固化狀態。PP大多用在大量生產的場合,原廠的前後保桿便幾乎都採用PP為材質,較大的改裝廠推出熱門的空力套件也通常會採用PP為原料。 |
 |
要以PP材質來製作空力套件,須先開發大型金屬模具並透過射出成型機來製作,成本相當驚人,除非是可大量販售的原廠保桿才能用上PP材質,一般小量的改裝套件很難看到PP材質的部品。
PP最大特點是具有極佳的彈性,且韌度也相當足夠,可承受一定程度的變形或撞擊而不會損壞。改裝套件最常使用PP材質的就是前下巴,由於前下巴較容易與地面接觸發生磨擦,若使用FRP玻璃纖維的話相當容易損壞,因此 PP具高韌性的特點便派上用場,而被廣泛推薦使用。此外,由於PP材質的空力套件生產時是透過金屬模具射出成型,因此整體密合度與表面平整度都會比手路差的FRP套件來得好,安裝前不須經過手工研磨與修改,就能烤漆使用。 |
 |
除PP外,另有PU材質可用,其擁有極佳的彈性與韌性,可彎折輕微碰撞不易破損,表面平整度也相當不錯,是最適合用來製作前下巴的材料之一,缺點是無法披覆碳纖維布,且重量也不輕。
至於PP主要的缺點在於原料與製作成本相當高,這是因為使用PP材質製作車體零件需開發專車專用的金屬模具,並透過超大型射出成型機來製作,因此會採用PP材質製造的空力套件,都是以能大量銷售以量制價的原廠造型前後保桿為主,至於改裝用空力套件,除非是通用款、前下巴或價格相當高的產品,否則很少會看到PP材質的部品。而PP雖然韌性高能承受一定程度的變形,但若是外在衝擊超過PP本身韌性而導致破裂的話,幾乎沒有辦法修復而必須整組更換,這也是PP最大的缺點之一。 |
 |
ABS材質製程與PP相仿,由於具有表面光滑、硬度佳不易變型,但有較脆耐撞性不足的特性,因此多半會用在水箱護罩、鍍鉻飾品、車門把手與內裝飾板上。
此外, ABS材質的空力套件也是須透過射出成型才能製作出來的部品,與PP一樣是化合物產品。ABS為丙烯晴、丁二烯、苯乙烯的共聚合物,屬於熱塑性塑膠,彈性與耐衝擊性較FRP佳但比PP差,生產方式也與PP類似,採用模具射出成型,生產效率相當高,能夠大量製造,且由於ABS材質硬度較高,因此擁有相當優異的表面平整度,通常不需研磨就能相當光滑,常被使用於車門外把手、鍍鉻飾條、燈殼上與中控檯飾板上,因此跟PP材質常被新車原廠當做市售車的零件原料。至於其缺點則是比PP材質較脆,因此很少會用來製作於前後保桿上,且同樣有著價格較高、不易修復的問題。 |
 |
最具戰鬥力材質
Carbon碳纖維
最吸引人的空力套件,莫過於採用Carbon碳纖維材質打造的部品,外觀最大特色就是清晰可見的立體纖維,碳纖維會被當成許多賽車或高科技的應用品,最主要的原因在於相同面積下,能擁有比其他材質(鋁合金或鋼等)還要高的強度及更輕的重量,而且藉由編織手法的不同,還能創造出不同的強度及韌性,但碳纖維最大的缺點就是成本相當高,當然也反映在售價上,一塊全碳纖維引擎蓋單價往往超過3萬以上,營造出高不可攀的性能象徵。不過大家是否知道,同樣是擁有碳纖維紋路的空力套件,底子裡的製程若不同,特性與重量可是天差地別。 |
 |
| 碳纖維空力套件,依照製程方式大致上可分成「手積層」、「真空抽吸」與「熱壓成型」三種類。首先介紹的是「手積層」工法,此方式也是目前所有看得到改裝用碳纖維產品的主要製程,製造時只須有「外模具」,目的在塑造產品外型曲線,先把以手工方式將玻璃纖維一層層黏貼於模具上以建立強度,乾燥後再從模具中取出,進行表面碳纖維布的披覆、上金油與研磨工作,此工法製成的產品優點在於生產成本低,技術力不高,因此產品售價比較能讓人接受,仍是汽車改裝市場上的主力。缺點是耐熱性差、又厚且重,產品精密度低,而內層為玻璃纖維,不只光滑度不佳,且由於碳纖維只在外層具美觀效果而已,並不能算是真正的碳纖維製品。 |
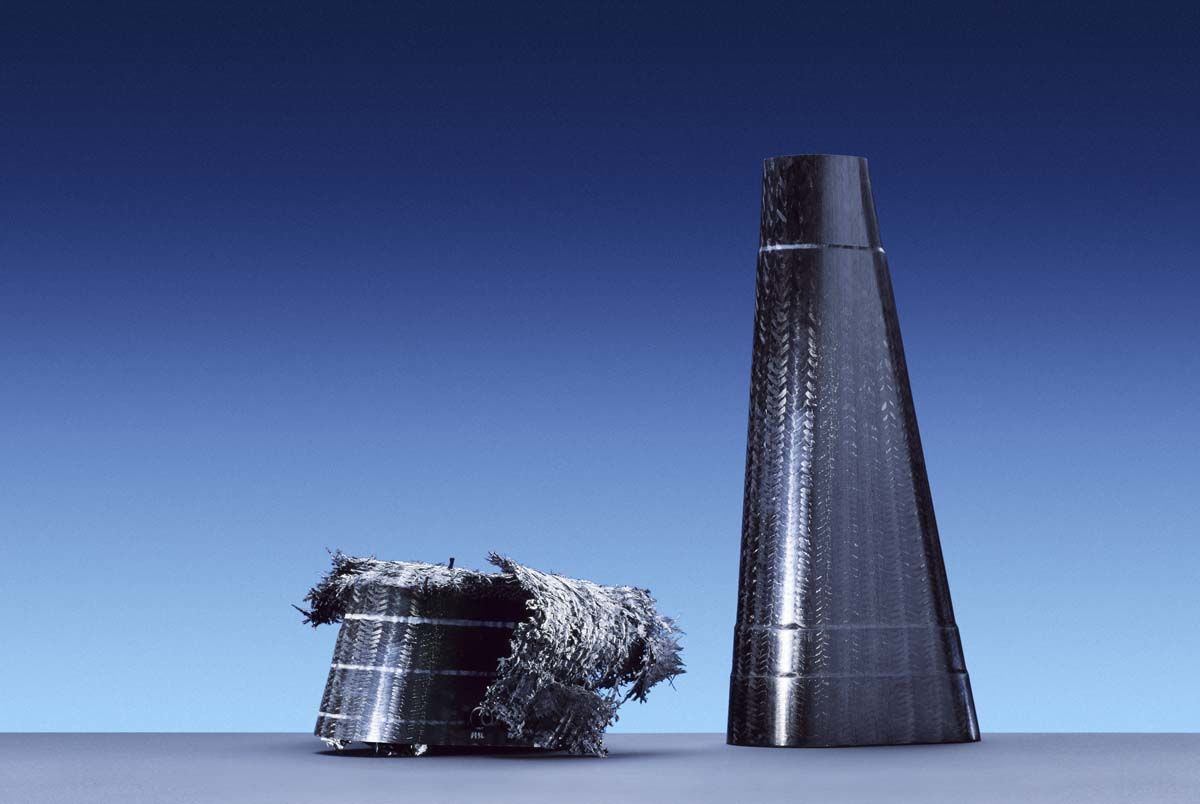 |
碳纖維之所以會被大量使用於賽車上,除其擁有輕量化效果外,硬度與抗衝擊的能力也是關鍵之一,圖中的碳纖維錐狀物經過撞擊後,並不會整個碎裂,而是呈現網狀破損,代表碳纖維可有效吸收撞擊力道。
最費工的製程技術
熱壓成型碳纖維
碳纖維「熱壓成型」製程有別於手積層技術,且就連使用的原料也不盡相同。手積層所使用的碳纖維布就是一般布料,可摸到纖維絲、觸感軟趴趴,但熱壓成型可就不同了,其所使用的碳纖維布已經加入「Epoxy」(環氧樹脂),可使碳纖維布變硬、且附有彈性,而且摸起來會黏黏的,平常需要冷藏保存,也因為經過加工,所以光是原料就比手工披覆所使用的碳纖維布要高出2~3倍左右?p>> |
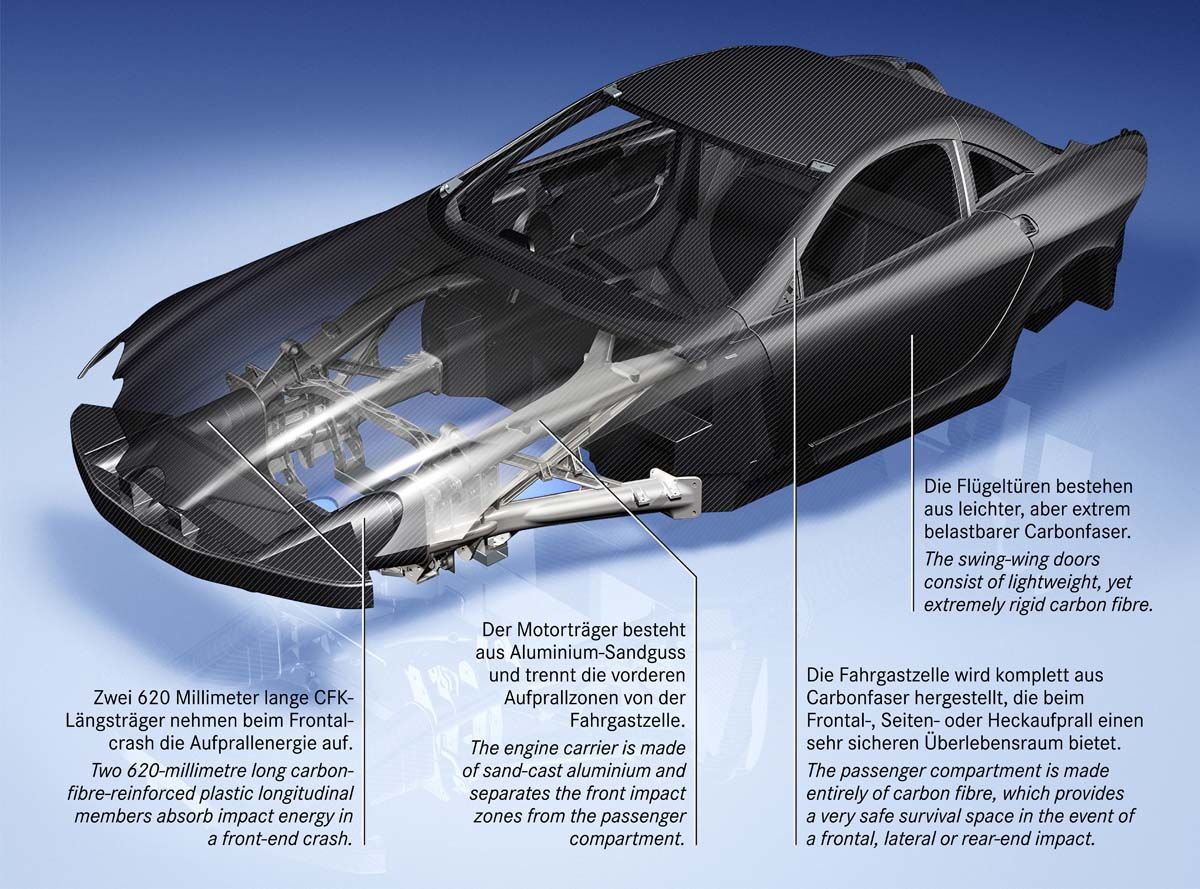 |
許多頂尖超跑的內外車體結構性零件都是採用碳纖維材質所打造,其中的製作技術層次已大大超越一般改裝部品的領域,是真正的高科技賽車產物。
為對應高溫、高壓成型,必須使用鋼製模具,所以在產品製造前需要精準丈量尺寸,才能製作模具,而且需要正反模才能成型,因此需要「一對」鋼模,不像手積層只需要一個。而熱壓成型的過程其實不難了解,成型過程中需加熱到130~140℃左右,同時也會加壓使其成型,因此製造過程需要專用的熱壓設備,產品越大所需要的熱壓設備也越大,成本當然相對提高,這些種種原因都是熱壓產品無法在汽車市場上普及的原因。 |
 |
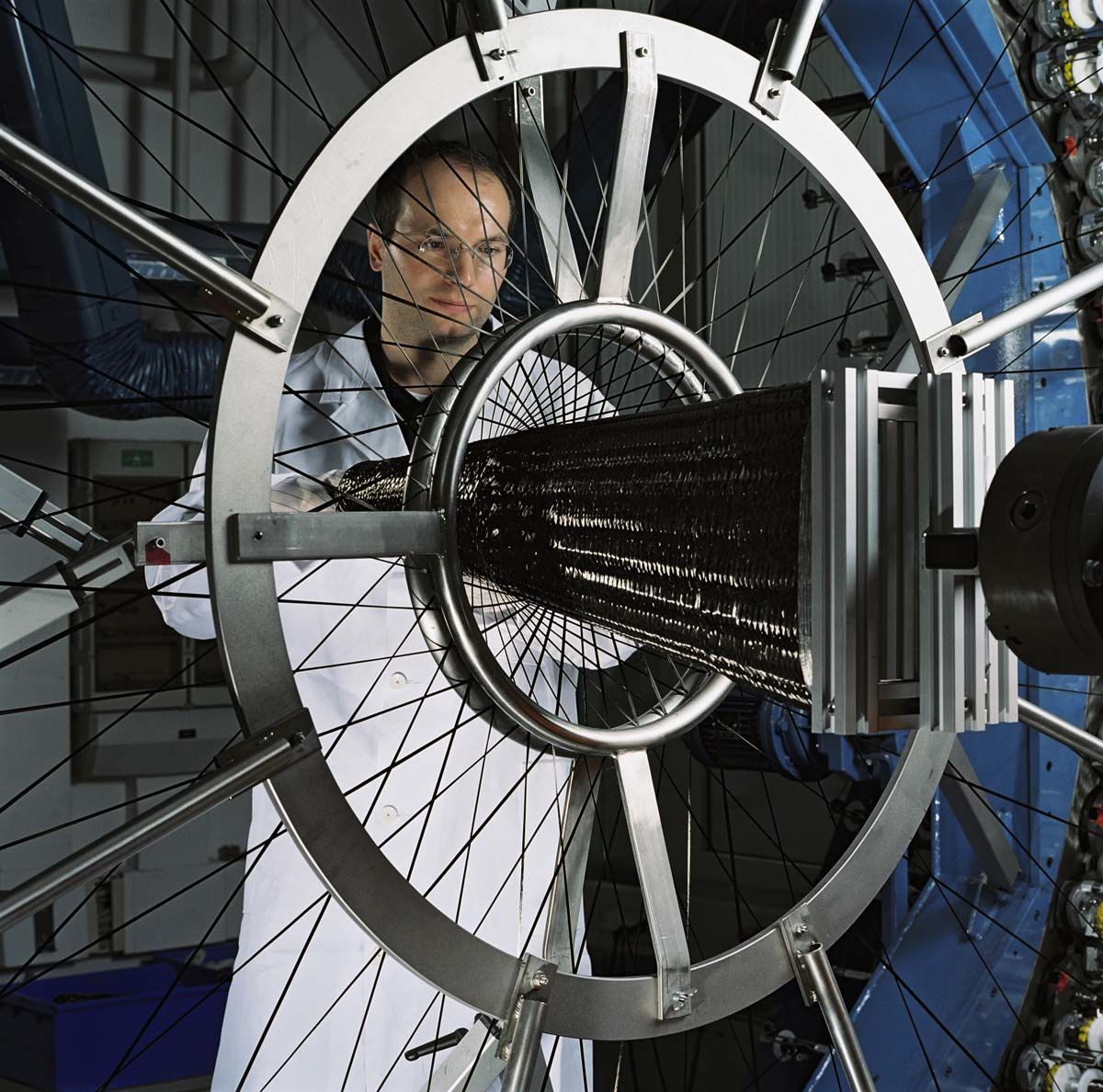
圖中為少數有能力打造F1賽車車架的公司才擁有的碳纖維部品生產設備,可以見到真正的碳纖維部品是透過碳纖維絲線一層層編織而成。
不過隨著碳纖維產品需求量大增,運用性也越來越廣,汽車用熱壓產品也有逐漸增加的趨勢。正因為傳統手積層披覆碳纖維無法使產品細節突出,體積過小的產品也有製作困難度,使用熱壓成型反而可以解決這些問題。汽車的後視鏡、晴雨窗、方向盤、中控台與排檔座等,都可以善用熱壓方式,第一、這類飾板的面積小,所需要的模具、熱壓設備也會相對縮小,可以更有效控制成本,再者、熱壓成型的產品厚度薄如紙,運用於飾板上恰到好處。 |
 |
成本品質均衡點
真空抽吸加壓
至於最後的「真空抽吸加壓」工法,則同樣需要「內外模具」,只是模具不需金屬模,外模一樣是塑型用,內模則是加壓用,製造時會先在外模上鋪設碳纖維布,之後套入內模,內模上有許多條管子,其中一條管子是用來抽吸內外模間的空氣,兩個模具間是無法讓空氣進入,因此內模將會緊緊壓住碳纖維材質與外模,另一條連接黏著用的樹脂,開始抽吸真空時,環氧樹脂會因此被吸入模具中,待樹脂流到另一條導流管時,表示模具已被樹脂填滿,且成型時還會加熱內外模具,目的在穩定環氧樹脂的性質,並提高產品製成後的耐高溫與耐撞擊能力,等樹脂乾燥之後,再行脫模完成打模、修補、噴金油等後續加工。 |
 |
「手積層」碳纖維製造工法是在FRP部品表面,再貼上一層碳纖維布,並進行上金油與研磨工作,因此底子裡還是FRP的材質,重量並無法減輕太多,且整體硬度遇熱偏軟,尤其是引擎蓋更為明顯。
而此製程有何優點?完成後的產品不只內外層表面都看得見碳纖維紋路,厚度也超薄重量更輕,成品厚度約1.5mm(手積層碳纖維件厚度約6mm),重點是產品精度高,因此即使製成集氣箱,也不用擔心上下蓋子會裝不上去,或對不到螺絲孔等問題,能在節省製造成本下,又不會犧牲產品品質,是目前國內外各廠商極力發展的碳纖維部品製造技術。 |
 |
| 這張碳纖維引擎蓋就是手積層工法所打造,因此背面仍可見玻璃纖維的紋路,且從切面來看,可明顯看出中間為半透明的樹脂層,表面散熱孔還可見黑色未批覆碳纖維布的地方。 |
 |
| 此為「熱壓成型」工法會使用到的鋼製模具與熱壓機,由於製造過程需要專用的熱壓設備,產品越大所需要的熱壓設備也越大,成本當然相對提高,這些種種原因都是熱壓產品無法在汽車市場上普及的原因。 |
 |
| 傳統手積層披覆碳纖維無法使產品細節突出,體積過小的產品也有製作困難度,使用熱壓成型工法反而可以解決這些問題,因此愈來愈多的汽車用碳纖維後視鏡、方向盤、中控台與排檔座飾板等,都可見到熱壓成型的「薄型」碳纖維部品。 |
 |
| 「真空抽吸加壓」是兼具品質與成本的最佳製造方式,製造時需要「內外模具」,先在外模上鋪設碳纖維布,之後套入內模,其上有管子用來抽吸內外模間的空氣,內模將會緊緊壓住碳纖維材質與外模,另一條管子可讓環氧樹脂吸入模具中。 |
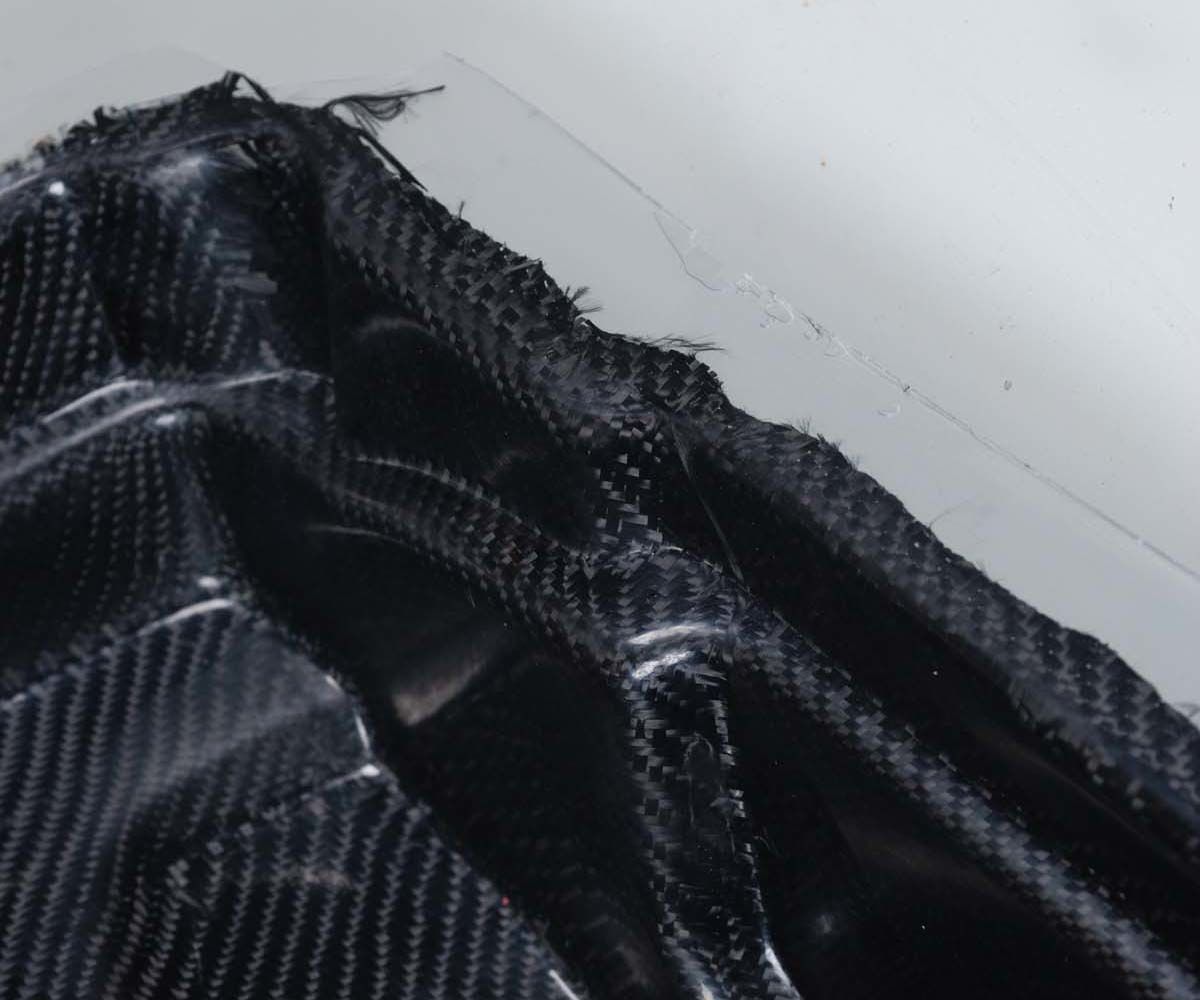 |
| 此為真空抽吸加壓製成的碳纖維部品,可以發現邊緣絲狀物為碳纖維,而非玻璃纖維,因此是真正的全碳纖維部品,完成後的產品不只內外層表面都看得得碳纖維紋路,厚度也超薄重量更輕,成品厚度約1.5mm(手積層碳纖維件厚度約6mm)。 |
 |
| 此為採用真空抽吸製作而成的碳纖維引擎蓋(日本Varis部品),可以從背面紋路看出是真正的碳纖維製品,而非以FRP為底的半碳纖維製品,重量輕且強度不會因高溫而軟化。 |
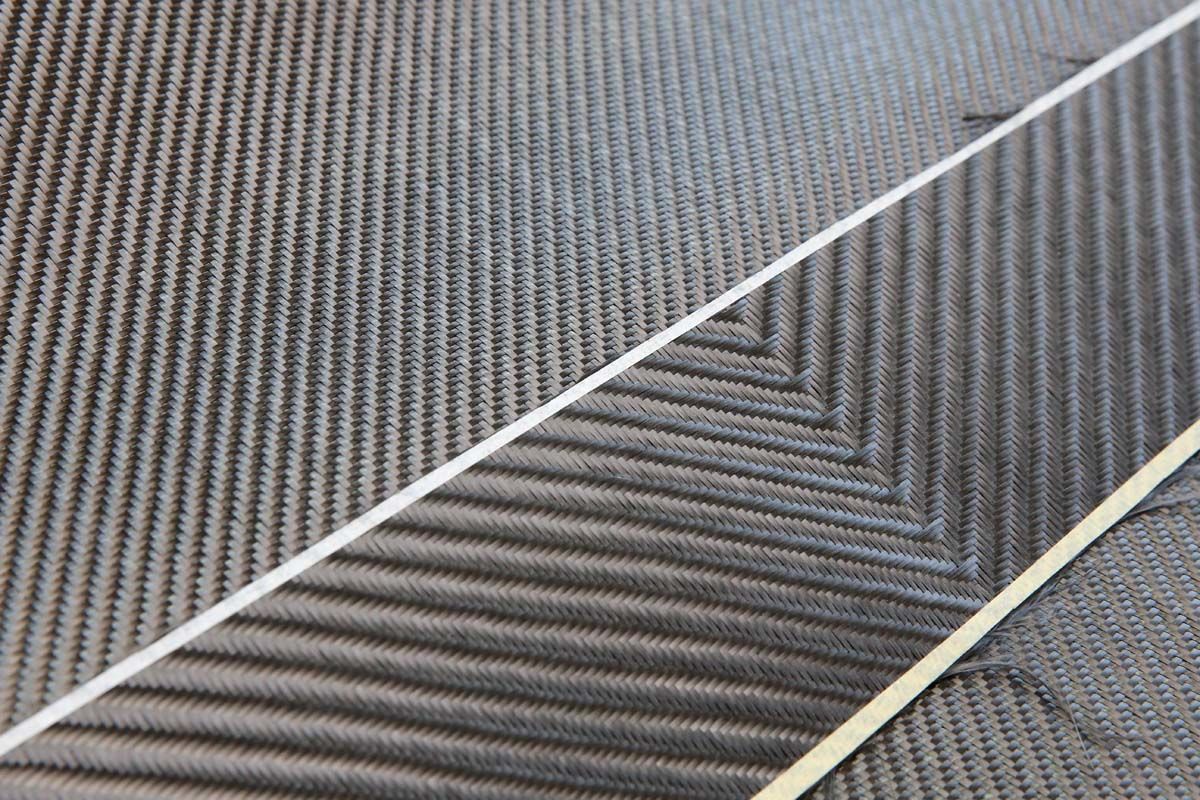 |
| 碳纖維紋路還可以K數來區分,K數是指一束碳纖維中有幾千根的單絲,3K就是指一束碳纖維中有3000根單絲碳纖維,12K就是指一束碳纖維中有12000根單絲碳纖維,反映在紋路上就是K數愈大紋路愈大塊。 |