一般我們常說到進排氣拋光,指的是汽缸頭上的進排氣道平面的研磨,之所以須如此的原因在於,市售引擎大量生產,成本的控制為第一要務,故生產時絕不可能細細講究,難免有些表面的不光滑或孔室歪斜、大小不均等情況出現。為了處理這些問題,就需要使用各種研磨器材將進排氣道重新加工處理,去除表面的粗糙,進而施實鏡面處理。如此一來空氣所受阻力減至最低,進排效率才能大幅改善,不過自然進氣引擎在進行拋光程序時,也需注意不得將進排氣道表面研磨得過於光滑,需保留一定程度的粗糙面,目的在確保引擎於節氣門全開且高轉速時的進氣脈衝依然存在,如此才能達到拋光的效果。
 |
目前最終極的進排氣拋光法,為圖中的這部Extrudehone拋光研磨機,其優勢在於透過推擠壓力與金剛砂的流動研磨,將原本氣動工具所無法所及的汽缸頭內角落(例如氣門導管),皆可研磨的極為光滑,且效率極高、品質穩定。
另外,有些店家將汽缸頭拆卸下來執行進排氣拋光時,會一併針對汽缸頭的平面彎曲度進行整理,何以缸頭平面的有彎曲呢?因為引擎過熱或水箱液的老化不良,都會造成缸頭的扭曲變形及鏽蝕,平面的不平整將造成氣缸床漏氣、漏水,因而引擎性能大幅的下降。而坊間概稱氣缸頭整平的工作為「削Head」,其切削範圍如果在5至10條內稱之為整平,如果需要藉此來改變壓縮比的話,就有可能會達到0.8mm至1.5mm(80條至150條)之多。
以往在不花費大筆金錢的原則下,能最有效且快速提升馬力、扭力輸出的改裝就非它莫屬;但也有持反派言論者,認為切削氣缸頭有不良的影響。其實這一切不良影響的主因完全在於操刀者的技術,其是否使用正廠的氣缸床墊片,及有無使用扭力扳手,依照規定的磅數,順序鎖緊等因素,才是造成負面不良結果的主因。 |
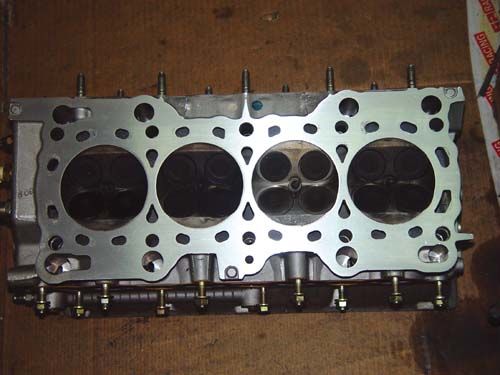 |
| 汽缸頭平面的加工只要妥當,也可獲得增加汽缸壓縮比的效果,不過加工過程的精細度與組裝品質,決定引擎事後的耐用度。 |